
FDM در مقابل SLA در مقابل SLS:
مقایسه پرینترهای سه بعدی رشته، رزین و پودر
اکثر مشاغلی که در چاپ سه بعدی سرمایه گذاری کرده اند بیش از یک نوع فناوری سه بعدی استفاده می کنند. هر کدام مزایا و معایب خاص خود را دارند و کامل ترین گردش کار معمولاً جریانی است که می تواند هر فناوری را به عنوان ابزاری برای استفاده در موقعیت های مختلف در نظر بگیرد.
برای کسب و کارهایی که به دنبال انتخاب یک نوع فناوری برای نیازهای منحصر به فرد خود هستند، باید چندین عامل در نظر گرفته شود. در زیر خلاصه ای از عوامل اصلی برای انتخاب بین چاپگرهای سه بعدی FDM، SLA و SLS آمده است.
وضوح
وضوح مشخصه ای است که معمولاً اشتباه درک می شود و روش های اندازه گیری آن اغلب بین تولید کنندگان و فرآیندهای مختلف چاپ سه بعدی تغییر می کند. معمولاً به کوچکترین ویژگیها، بهترین درجه جزئیات یا سطح بافت پیچیده سطحی که چاپگر سه بعدی میتواند بازتولید کند، اشاره دارد و میتواند با معیارهایی مانند حداقل اندازه ویژگی اندازهگیری شود. مکانیک سه فرآیند چاپ سه بعدی مختلف پرینت رسوب ذوب شده FDM، استریولیتوگرافی SLA یا تف جوشی لیزری انتخابی SLS تأثیر زیادی بر وضوح قطعه دارد.
پرینترهای سه بعدی FDM با اکسترود کردن پلاستیک مذاب از طریق یک نازل به شکل مشخص، لایههایی را تشکیل میدهند، سپس به سمت بالا حرکت میکنند و لایه بعدی را در بالا قرار میدهند. بنابراین وضوح قطعات پرینت سه بعدی FDM به اندازه نازل، خواص مواد مذاب و کنترلی که موتور می تواند نازل را در محورهای XY و همچنین محور Z بین لایه ها حرکت دهد، بستگی دارد. چاپگرهای سه بعدی FDM معمولاً می توانند دیوارهایی با ضخامت حدود 0.8 میلی متر ایجاد کنند و جزئیات برجسته یا حکاکی شده باید حدود 0.6 میلی متر عرض و 2 میلی متر ارتفاع داشته باشند تا قابل مشاهده باشند.
پرینترهای سه بعدی SLA با استفاده از یک منبع نور (لیزر، پروژکتور نور دیجیتال، ال ای دی) قطعاتی را تشکیل می دهند تا رزین مایع را یک لایه در یک زمان خشک کنند. وضوح چاپگر سه بعدی SLA به عوامل زیادی بستگی دارد، از جمله نوع منبع نوری که استفاده می کند و ویژگی های پراکندگی و پلیمریزاسیون رزین، اما به طور کلی می توان به عنوان توانایی ردیابی خاص بخشی در XY و صفحات ترکیب شده با حداقل ارتفاع لایه محور Z در نظر گرفت.
حتی با وجود تفاوت در نوع منبع نور مورد استفاده در چاپگرهای سه بعدی SLA، این فناوری بالاترین وضوح را در مقایسه با چاپ سه بعدی FDM یا SLS دارد. چه منبع نور یک پروژکتور لیزری یا دیجیتالی یا LED با نور کنترل شده توسط یک صفحه نمایش LCD پوشاننده باشد، نور می تواند بسیار دقیق به رزین مایع هدایت شود. قطعات رزین چاپ سه بعدی SLA این وضوح برتر را از طریق ویژگیهای ظریف، بافتهای پیچیده سطح یا صافی کامل و دقت ابعادی بالا نشان میدهند.
از بین سه فناوری پرینت سه بعدی، SLA بهترین وضوح را ارائه می دهد و SLS در رتبه دوم قرار دارد. هر دو فرآیند میتوانند جزئیات جزئی طرح اصلی CAD را بازتولید کنند، در حالی که چاپگرهای سه بعدی FDM معمولاً در تعیین دقیق بافتها از سطوح صاف یا مشخص کردن مشخصههای کوچک به وضوح تلاش میکنند.
دقت و صحت ابعادی
دقت – اینکه هر مقطع قطعه چقدر می تواند شکل مورد نظر را از فایل سه بعدی بازتولید کند، و صحت ابعادی – اینکه چقدر این دقت در سراسر قطعه تکرار می شود، بین انواع فناوری چاپ سه بعدی و همچنین بین تولید کنندگان متفاوت است.

برای پرینترهای سه بعدی FDM، دقت تحت تأثیر یکنواختی و تکرارپذیری فرآیند اکستروژن و خواص فیلامنت در حین ذوب شدن و اکسترود شدن است. فرآیند اکستروژن می تواند ناسازگاری هایی را در داخل و بین لایه ها ایجاد کند. به عنوان مثال، اگر به نرمی حرکت نکند، قطر رشته ثابت نیست، دمای اکستروژن تغییر می کند، یا زمانی که مواد با سرعت و حجم یکسان در همه جا رسوب نمی کنند.
هنگامی که به دقت کلی نگاه می کنیم، اثر “فشرده شدن” لایه های نیمه سخت می تواند ناسازگاری های بیشتری ایجاد کند. گرمای مورد استفاده در فرآیند اکستروژن میتواند منجر به تاب برداشتن یا اعوجاج در قطعات شود، اگرچه برخی از تولیدکنندگان از تختهای گرم و محفظههای ساختمانی محصور برای حفظ دمای ثابت برای فرآیند کنترلشدهتر استفاده میکنند.
دقت چاپگرهای SLA به عملکرد نوری چاپگر، نیروهایی که یک قطعه در طول چاپ متحمل می شود و خواص رزین مایع داخل چاپگر بستگی دارد. منابع نوری مختلف و واحدهای نوری قادر خواهند بود هر لایه متقاطع را با درجات مختلف دقت درمان کنند، اگرچه عملکرد کلی هنوز به طور کلی از دقت چاپگرهای سه بعدی FDM بهتر است.
علاوه بر این، با اتمام هر لایه و دور شدن سکوی ساخت از منبع نور، این حرکت لایه برداری فشار زیادی را بر لایه تازه تشکیل شده وارد می کند که می تواند منجر به اعوجاج جزئی شود. چاپگرهای رزینی حرفه ای از راه حل های مختلفی برای کاهش این نیروها استفاده می کنند.

سومین عاملی که بر دقت پرینترهای سه بعدی رزین تأثیر می گذارد، خواص مواد است. فرآیند پخت رزین مایع به متغیرهای زیادی از جمله رزین بستگی دارد: دما، همگنی، پراکندگی، ویسکوزیته و غیره. تغییرات کوچک در هر یک از این متغیرها می تواند باعث پخت کم و بیش رزین شود که می تواند تا صدها میکرومتر انحراف در اندازه یا شکل لایه های پخت را ایجاد کند. اکثر پرینترهای سه بعدی رزینی این متغیرها را کنترل نمی کنند و در نتیجه تغییرات مکرر و غیرقابل پیش بینی در دقت ابعاد ایجاد می شود.
چاپگرهای سه بعدی SLS معمولاً دقیق هستند. لیزر و گالوانومتر می توانند کنترل دقیقی را ارائه دهند. دقت پرینترهای سه بعدی SLS با عملکرد نوری آن لیزر، نحوه تنظیم پارامترهای چاپ با تنظیمات پودر و میزان کنترل خوب محیط ساخت تعیین می شود. پرینت سه بعدی SLS برای چاپ قطعات دقیق به دماهای بسیار ثابت و دقیقی نیاز دارد. تنظیمات باز برای استفاده با مواد شخص ثالث امکان کیفیت و عملکرد ضعیف قطعه و همچنین نقص چاپ مانند تاب برداشتن را افزایش می دهد.
ایزوتروپی و آب بندی
ایزوتروپی در مقابل ناهمسانگری مفهومی است که اغلب در پرینت سه بعدی مورد بحث قرار می گیرد – از آنجایی که چاپ سه بعدی قطعات را یک لایه در یک زمان ایجاد می کند، چاپ های تکمیل شده ممکن است بر اساس جهت گیری قطعه نسبت به فرآیند چاپ، با ویژگی های متفاوت در محورهای X،Y وZ قدرت متفاوتی داشته باشند.
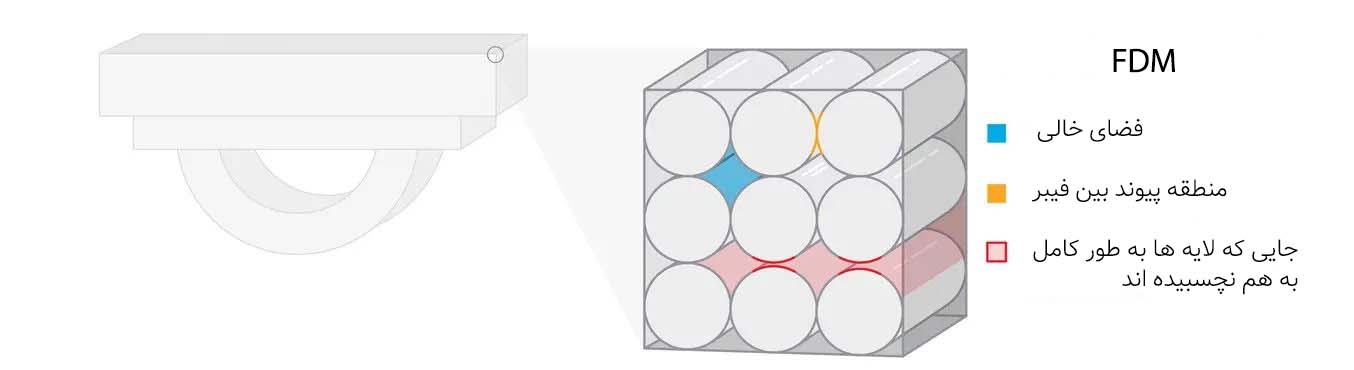
قطعات پرینت سه بعدی FDM به دلیل تفاوت های لایه به لایه ایجاد شده توسط فرآیند چاپ به دلیل ناهمسانگر بودن شناخته شده اند. این ناهمسانگری سودمندی FDM را برای کاربردهای خاص محدود می کند یا برای جبران آن به تنظیمات بیشتری در هندسه قسمت نیاز دارد.
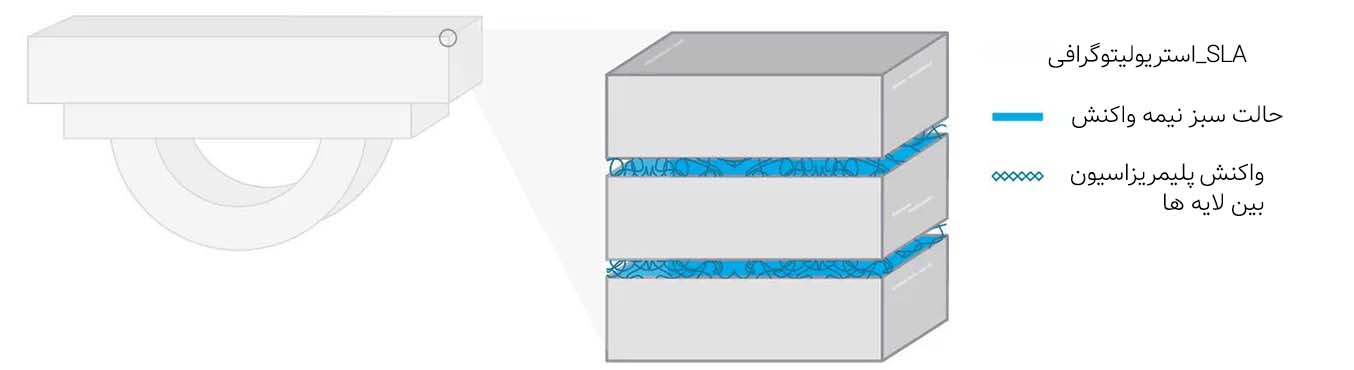
در مقابل، پرینترهای سه بعدی رزین SLA قطعات بسیار همسانگر را ایجاد می کنند. دستیابی به ایزوتروپی قطعه بر اساس تعدادی از عوامل است که می توان با ادغام شیمی مواد با فرآیند چاپ به شدت کنترل کرد. در حین چاپ، اجزای رزین پیوندهای کووالانسی تشکیل می دهند، اما از لایه ای به لایه دیگر، قطعه در حالت “سبز” نیمه واکنشی باقی می ماند.
در حالی که رزین در حالت سبز است، گروههای قابل پلیمریزاسیون را حفظ میکند که میتوانند در سراسر لایهها پیوند ایجاد کنند و پس از پخت نهایی، همسانگری و آببندی را به قطعه میدهند. در سطح مولکولی، هیچ تفاوتی بین صفحات X، Y یا Z وجود ندارد. این منجر به تولید قطعاتی با عملکرد مکانیکی قابل پیشبینی میشود که برای کاربردهایی مانند جک و فیکسچر، قطعات مصرفی نهایی و نمونهسازی عملکردی حیاتی است.
چاپگرهای سه بعدی SLS قطعاتی را ایجاد می کنند که عمدتاً همسانگر هستند. بر خلاف پرینت سه بعدی FDM، که در آن رشته قبل از اکستروژن و تماس با لایه های قبلی ذوب می شود، چاپگر سه بعدی SLS ذرات را که از قبل در تماس با مواد اطراف هستند، تف جوشی می کند – بنابراین ذرات با مواد در همان صفحه یا تا حدی به صفحه/لایه زیر لایه ذوب می شوند. با این حال، از آنجایی که مواد مختلف گرما را نگه می دارند و برای مدت زمان های مختلف در حالت نیمه تف جوشی باقی می مانند، ایزوتروپی SLS می تواند بین انواع پودرها متفاوت باشد. برخی از پودرها قادر خواهند بود با لایههای زیر آنها با سرعتهای متفاوتی ترکیب شوند، برخی کاملاً برعکس بقیه.
ایزوتروپی به تخلخل سطح و چگالی ذرات مربوط می شود و این ویژگی ها همگی بر همسانگری و ضد آب بودن قطعه تأثیر می گذارند. همسانگری به توانایی یک قطعه یا مجموعه برای جلوگیری از نفوذ مایع به داخل یا خارج اشاره دارد و ضد آب بودن به توانایی سطح بیرونی برای دفع آب اشاره دارد. برای قطعات پرینت سه بعدی، ضد آب بودن روش جامع تری برای بررسی این ویژگی است زیرا قطعات و مجموعه های چاپ شده سه بعدی اغلب می خواهند از چیزی در داخل خود محافظت کنند، مانند محفظه های الکترونیکی زیر آب، نه صرفاً دفع آبی که با آنها در تماس هستند.
در یک مطالعه گسترده که توسط آزمایشگاه رباتیک و تصویربرداری زیر آب دانشگاه رود آیلند انجام شد، محفظههای روباتیک چاپ سه بعدی FDM نتوانستند مکانیک داخلی را حتی برای چند ثانیه در زیر آب خشک نگه دارند. قطعات پرینت سه بعدی SLA تا سطوح فشار بسیار بالا ضد آب تلقی میشدند و قطعات چاپ سه بعدی SLS قطعات الکترونیکی داخلی را تحت سطوح فشار متوسط خشک نگه میداشتند. محفظههای SLS که با بخار صاف شده بودند، میتوانستند تحت فشار افزایش یافته ضد آب بمانند.
پایان سطح
یکی از شناخته شده ترین تفاوت های بین قطعات پرینت سه بعدی FDM، SLA و SLS، تفاوت در پرداخت سطح است. روش لایه به لایه «تفنگ چسب داغ» FDM منجر به ایجاد خطوط لایهای میشود که با بازرسی دقیق قابل مشاهده هستند. این قطعات نیاز به پس پردازش بیشتری دارند و کار اضافی را به زمان کلی تولید قطعه اضافه می کنند. خطوط لایه همچنین از ایجاد قطعات نیمه شفاف توسط مواد نیمه شفاف یا شفاف جلوگیری می کند. نور حتی از خطوط ریز در قطعه منعکس می شود و شفافیت قسمت تمام شده را مخدوش می کند.
چاپگرهای سه بعدی SLA قطعاتی را ایجاد می کنند که تقریباً از پلاستیک های تزریقی قابل تشخیص نیستند. سطح برتر آنها برای نمونههای اولیه بررسی طراحی نهایی و محصولات نهایی ایدهآل است، حتی در دسته کالاهای مصرفی که سطح و صافی آن از اهمیت بالایی برخوردار است. علاوه بر این، فقدان خطوط لایه به چاپگرهای سه بعدی SLA اجازه می دهد تا قطعات تقریباً کاملاً شفاف ایجاد کنند. قطعات شفاف برای کاربردهای قالبگیری که در آن تزریق قابل مشاهده است، کاربردهای طراحی محصول برای پلاستیکهای شفاف نهایی، میکروسیالها، کاربردهای پزشکی و موارد دیگر مفید هستند. در صنعت پرینت سه بعدی دندان، رزین های SLA مانند رزین دندان ممتاز می توانند ظاهر صاف مینا را شبیه سازی کنند، بنابراین پروتزها از دندان های واقعی قابل تشخیص نیستند.
قطعات پرینت سه بعدی SLS سطحی کمی زبر یا دانه دار دارند. با این حال، قطعات SLS، به دلیل اینکه با ساختارهای پشتیبانی چاپ نمیشوند، داشتن یک سطح یکنواخت در کل قطعه را آسان میکنند. در مقایسه، قطعات پرینت سه بعدی SLA و FDM اغلب به پس پردازش نیاز دارند تا آثار کوچک باقی مانده از ساپورت ها را حذف کنند. علاوه بر این، قطعات پرینت سه بعدی SLS که با بخار صاف شده یا رسانه بلاست و صیقلی شده اند، می توانند مانند SLA به سطحی براق و صاف دست یابند.
گردش کار و استفاده آسان
گردش کار برای پرینت سه بعدی FDM، SLA و SLS از سه مرحله تشکیل شده است: طراحی، چاپ سه بعدی و پس پردازش.
ابتدا از هر نرم افزار CAD یا داده های اسکن سه بعدی برای طراحی یک مدل استفاده کنید و آن را در قالب فایل قابل چاپ سه بعدی STL یا OBJ صادر کنید. سپس چاپگرهای سه بعدی به نرم افزار آماده سازی چاپ یا برش دهنده نیاز دارند تا تنظیمات چاپ را مشخص کرده و مدل دیجیتال را به لایه هایی برای چاپ برش دهند. این مرحله جهتگیری چاپ میتواند به سادگی کلیک بر روی «چاپ با یک کلیک» در نرمافزار آمادهسازی چاپ یا به پیچیدگی انتخاب دستی تنظیمات چاپ و تنظیم دقیق تنظیمات مواد باشد. ماشینهای کمهزینه هر فناوری معمولاً کاربر را ملزم میکنند که کار بیشتری در قسمت جلویی انجام دهد و این میتواند منجر به خرابی قطعه یا ناکارآمدی در فرآیند چاپ شود.
مرحله نهایی گردش کار، پس پردازش است. کارهای اساسی پس از پردازش مانند حذف تکیه گاه ها FDM و SLA، شستشو و قطعات پس از پخت SLA، یا حذف پودر اضافی و قطعات تمیز کردن SLS وجود دارد.
قطعات FDM به دلیل روش “تفنگ چسب داغ” در ساخت قطعات، اغلب خطوط لایه مشخصی را نشان می دهند. این خطوط لایه به منظور استفاده از قطعات برای کاربردهای پیشرفته تر نیاز به سنباده یا صاف کردن گسترده دارند. اگرچه برخی از مواد های محلول برای تکیه گاه ها استفاده می شود، اما قسمت های زیادی وجود دارد که تکیه گاه های سخت باید بریده شوند و سطوح باید سمباده شوند تا علائم تکیه گاه از بین برود. این دو مرحله می توانند زمان قابل توجهی را به خود اختصاص دهند و به زمان کلی کار عملی برای پرینت سه بعدی FDM اضافه کنند و توان عملیاتی را کاهش دهند.
گام اساسی در هر گردش کار پس از پردازش SLA، حذف هرگونه رزین اضافی روی سطح قطعات از طریق شستشوی الکل یا اتر است. این مرحله شستشو را می توان به صورت دستی یا با استفاده از محلول شستشوی خودکار انجام داد که مایع را برای مدت زمان از پیش تنظیم شده به هم می زند. پس از شستشو، برخی از قطعات SLA نیاز به پس کیور دارند تا به خواص مواد بهینه برسند، که میتواند با استفاده از راهحلهای پیشرفته پس از پخت نیز خودکار شود.
مراحل اساسی برای پس پردازش SLS شامل حذف پودر اضافی و غیرسینتر از قطعات و مدیا بلاست قطعات برای تمیز کردن کامل قطعات و صاف کردن سطوح است. برخی از تولید کنندگان SLS دستگاه پخش رسانه ای خاص یا سیستم بازیابی کامل پودر را ارائه نمی دهند، در حالی که برخی دیگر آنها را با قیمت های بسیار بالا ارائه می دهند. همچنین روش های پیشرفته پس پردازش پرینت سه بعدی مانند پوشش، صاف کردن، رنگ آمیزی، صاف کردن بخار و آبکاری الکتریکی وجود دارد که می تواند زیبایی شناسی، خواص مکانیکی و عملکرد کلی را بهبود بخشد تا قطعات شما را برای طیف وسیعی از کاربردها مناسب کند.
انتخاب فرآیند چاپ سه بعدی مناسب تنها یک روی سکه است. در نهایت، تا حد زیادی به مواد پرینت سه بعدی بستگی دارد تا بتوانید قطعاتی با خواص مکانیکی، ویژگیهای عملکردی یا ظاهر دلخواه ایجاد کنید.
مقایسه مستقیم عملکرد قطعات FDM، SLA و SLS اغلب دشوار است زیرا این سه فناوری از مواد یکسان یا قطعات مشابه در یک فرآیند استفاده نمی کنند. با این حال، مواد مشابهی در همه فنآوریها وجود دارد، بنابراین دستیابی به خواص مواد یکسان (یا بسیار نزدیک) میتواند حتی در زمان تغییر فناوریها ساده باشد.
چاپگرهای FDM در درجه اول از رشته های گرمانرم رایج و آشنا مانند ABS و PLA استفاده می کنند. مواد مهندسی مانند نایلون، PETG یا TPU و ترموپلاستیکهای با کارایی بالا مانند PEEK یا کامپوزیتهای فیبر کربن نیز در دسترس هستند، اما اغلب فقط با چاپگرهای حرفهای FDM سازگار هستند.
رشته های FDM اغلب همان موادی هستند که برای فرآیندهای تولید انبوه مانند قالب گیری تزریقی یا ترموفرمینگ استفاده می شوند. این زبان مشترک انتخاب FDM را به عنوان یک گزینه نمونه اولیه برای مهندسان آسان می کند زیرا مطمئن هستند که مواد در طول فرآیند طراحی و ساخت یکسان می ماند. با این حال، فرآیند چاپ سه بعدی FDM، که خطوط لایه را ترک می کند و قدرت عملکردی را مهار می کند، استفاده از قطعات را برای کاربردهای کاربردی تر دشوار می کند.
قطعات FDM در کاربردهایی که یک طراح ممکن است نیاز به بررسی سریع داشته باشد تا مطمئن شود یک قطعه ظاهر مناسبی دارد یا در موقعیتهای آموزشی که دانشآموزان باید در مورد فناوری چاپ سه بعدی آموزش ببینند، عالی هستند. برای نمونهسازی کالاهای مصرفی، قطعات FDM روشی کمهزینه برای دریافت ایدهای از نحوه ظاهر و احساس یک قطعه در دست شما هستند.



چاپگرهای سه بعدی SLA دارای مواد سفارشی فرموله شده هستند و این مواد بین تولیدکنندگان متفاوت است. مزایای این سفارشیسازی این است که تولیدکنندگان میتوانند ماشینهای خود را به طور گسترده کالیبره کنند تا با فرمولهای رزین خاص خود استفاده شوند، و از دقت بهتر و نتایج قابل تکرار اطمینان حاصل کنند. نکته منفی این است که بسیاری از مشتریان آشنایی یکسانی با رزین های SLA ندارند و این می تواند منجر به شکاف دانش و در نتیجه عدم پذیرش شود. رزین های فرموله شده سفارشی به سازندگان SLA این امکان را می دهد که مواد خاصی را برای کاربردهای پیشرفته ارائه دهند، مانند رزین های دندانپزشکی برای وسایل طولانی مدت یا مواد سرامیکی فنی.
به طور کلی، قطعات پرینت سه بعدی SLA را می توان در هر مرحله از طراحی تا ساخت استفاده کرد. خواص مواد همسانگر و پرداخت سطح عالی آنها را برای نمونهسازی کاربردی، تولید قطعه نهایی و کمکهای ساخت ایدهآل میسازد. توانایی طراحی فرمولاسیونهای منحصر به فرد و جدید مانند سرامیکهای فنی یا کامپوزیتهای موم که میتوانند سوخته شوند، SLA را برای صنایع و کاربردهای خاص مناسب میسازد. رزین های SLA برای کاربردهای عمومی تر که در صنایع مختلف انجام می شود، دوام و استحکام را دارند که می توان از آنها به عنوان ابزار انتهایی، محفظه های روباتیک، مهر و موم، راهنماهای جراحی و موارد دیگر استفاده کرد. گستره فرمولاسیون ممکن، امکانات را برای قطعات رزین تقریباً نامحدود می کند.
مواد پرینت سه بعدی SLS ترموپلاستیک های آشنا به شکل پودر مانند نایلون، TPU و پلی پروپیلن هستند. این پودرها عملکرد بالایی دارند و رفتارهای مواد به خوبی درک شده دارند. تولید کنندگان چاپگرهای سه بعدی SLS ممکن است فرمولاسیون منحصر به فرد خود را از این پودرها یا پودر فله لیبل سفید را از تولید کنندگان ارائه دهند. مواد آشنا در صنعت همراه با انعطافپذیری هندسی، ظرفیت تولید و استحکام چاپ سه بعدی SLS، مواد را برای نمونهسازی اولیه گرفته تا تست عملکردی و کمکهای ساخت، تا تولید نهایی هر کاربرد ایدهآل میسازد.
حجم ساخت
حجم ساخت در فناوریهای FDM، SLA و SLS بسیار متفاوت است. اگرچه اندازههای بزرگ در هر فناوری موجود است، رایجترین چاپگرهای سه بعدی FDM و چاپگرهای SLA در اندازه رومیزی یا کوچکتر هستند، در حالی که رایجترین چاپگرهای سه بعدی SLS در اندازههای رومیزی یا بزرگتر هستند.
پرینترهای سه بعدی FDM دارای طیف گسترده ای از اندازه ها و حجم های ساخت هستند. فناوری FDM محدود یا تحت تأثیر اندازه نیست. یک نازل بسیار دقیق هنوز هم می تواند بخش بزرگی ایجاد کند، اما سیستم موتور به سادگی بزرگتر و کندتر خواهد بود زیرا باید زمین بیشتری را بپوشاند. پرینترهای سه بعدی FDM عظیمی در دسترس هستند، با محفظههای چاپی که بیشتر از ابزارهای رومیزی شبیه اتاقهای کوچک هستند، اما اینها بسیار جالب و غیر معمول هستند. معمولاً چاپگرهای سه بعدی FDM به اندازه رومیزی هستند و معمولاً به عنوان راه حل های نمونه سازی سریع یا ابزارهای آموزشی در کلاس های درس و آزمایشگاه های فاب یافت می شوند. حجم های ساخت پرینترهای سه بعدی FDM معمولی رومیزی معمولاً در محدوده 200×200×200 میلی متر است.

پرینترهای سه بعدی SLA نیز در اندازه های مختلف از چاپگرهای رومیزی گرفته تا پرینترهای صنعتی بزرگ عرضه می شوند. از لحاظ تاریخی، پرینترهای سه بعدی لیزری SLA از بالا به پایین، یکپارچه و بسیار بزرگ بودند. آنها چندین متر از زمین را اشغال کردند و به سیستم های تهویه کمکی و مدارهای اختصاصی نیاز داشتند. این سیستمها با اندازه صنعتی در دهههای گذشته برای شرکتهای بزرگ رایجتر بودند که میتوانستند هم هزینههای بالای خرید و تعمیر و نگهداری و هم زیرساختهای زیربنای چاپ استریولیتوگرافی از بالا را تحمل کنند.
چاپگرهای سه بعدی رزینی با اندازه رومیزی با اختراع چاپ سه بعدی SLA معکوس فعال شدند و با استفاده از این فناوری توسط تولیدکنندگان بیشتر، چاپگرهای کوچکتر با فضای ساخت مکعبی حدود 10 تا 20 سانتی متر در هر جهت به یک امر عادی تبدیل شدند.
چاپگرهای سه بعدی SLS نیز به طور سنتی فقط در فرمت بزرگ در دسترس بودند، معمولاً بزرگتر از چاپگرهای رومیزی FDM یا SLA، اگرچه اخیراً تلاش هایی برای معرفی SLS رومیزی به بازار صورت گرفته است. با این حال، اکثریت قریب به اتفاق پرینترهای سهبعدی SLS در اندازههای رومیزی یا بزرگتر هستند – ماشینهای صنعتی سنتی نیاز به فضای بزرگ دارند.
سرعت و توان عملیاتی
با توجه به اینکه کسب و کارهای بیشتری برای تولید و همچنین تکرار سریع به چاپ سه بعدی روی می آورند، سرعت و توان چاپ سه بعدی در انتخاب یک فناوری مورد توجه بیشتری قرار می گیرد. پرینتر سه بعدی مناسب، پرینتریی است که قطعات با کیفیت بالا را به سرعت تولید می کند، بدون اینکه دقت، قابلیت اطمینان یا عملکرد مواد را به خطر بیندازند.

